熱電偶技術的磨削溫度研究
發(fā)布時間:2022-06-22
瀏覽次數(shù):
摘要:為防止磨削燒傷,磨削溫度的實驗一直是金屬磨削研究中的熱點。運用半人工
熱電偶技術,進行了3種特殊金屬材料(灰鑄鐵、M50鋼、38MnSiVs6鋼)在不同磨削切深條件下的平面磨削溫度實驗,以選最優(yōu)的切深來防止其磨削燒傷。用絕緣的電木做夾具避免磨削液對測量系統(tǒng)的不利影響。同時用有限元方法分析了磨削溫度。發(fā)現(xiàn)測量的磨削溫度與有限元計算結果基本一致。
磨削加工實質上是-種由大量無規(guī)則的離散分布在砂輪工作面上的磨粒所完成的劃擦、耕犁和切削作用的隨機綜合,磨削厚度-般多在微米數(shù)量級,磨削速度很高"。但是目前在實際生產(chǎn)中,磨削的砂輪線速度仍然在普通磨削區(qū)域,即30-60m/s。實際磨削中,如此小的磨削厚度使得比磨削能很高并產(chǎn)生大量的熱。大部分磨削熱將進入工件,導致工件的磨削溫度升高,而過高的磨削溫度會引起被磨零件表層金相組織發(fā)生變化,甚至出現(xiàn)磨削燒傷和磨削裂紋。為了控制和防止磨削高溫和燒傷,必須對磨削溫度進行深入研究。因此,研究磨削溫度來探索解決產(chǎn)生磨削缺陷的熱機理以及尋求控制磨削工件質量的方法將具有重要的現(xiàn)實意義。
金屬材料常用的磨削溫度測量方法為半人工熱電偶測溫法。此種測溫方法是一種傳統(tǒng)的方法,也是到目前為止唯一能夠進入磨削區(qū)測溫的方法。許多研究者2用該方法來測量了常用金屬材料的磨削溫度。但是磨削液的導電性對測量系統(tǒng)的不利影響等問題沒有解決;還有許多特殊金屬材料(例如灰鑄鐵)的磨削溫度沒有測試。筆者對半人工熱電偶測量金屬磨削溫度實驗研究的方法做了深入的研究,測量了灰鑄鐵等3種特殊金屬材料在不同磨削切深條件下的磨削力和磨削溫度。同時用有限元法分析了磨削溫度;并且將實驗結果與有限元分析結果進行了比較。
1半人工熱電偶測溫方法
金屬材料磨削區(qū)域溫度的測試原理是將工件作為一極、熱電偶絲(這里是康銅絲)作為另外一極,形成半人工熱電偶;將熱電偶夾緊在夾具中,并用螺釘固聯(lián)在工作臺.上。夾具材料是絕緣的電木,這樣保證金屬工件與夾具絕緣。在磨削過程中靠磨削力與磨削熱將康銅絲壓焊在試件上,形成熱電偶結點,于是工件、康銅絲與測試儀器便形成測試回路。由于工件和康銅絲2種材料的熱物理特性不同,在形成搭接時,測試回路中便有微小電流通過,形成電勢差。這種微小的電勢差信號經(jīng)放大濾波、采集,進人電腦進行數(shù)據(jù)分析處理。然后根據(jù)其標定的電勢值推算出所測溫度的大小。
磨削冷卻液會對測量系統(tǒng)產(chǎn)生較大影響。冷卻液體由于其導電性,會在熱電偶、工件、夾具和工作臺之間形成一個導電環(huán)路,從而影響熱電偶輸出的磨削溫度電信號的正確性。一般實驗中,干磨的磨削溫度信號比濕磨理想。為了解決這個難題,我們用絕緣的電木做夾具,同時用塑料將實驗工件夾具包起來,防止磨削液在熱電偶、工件、夾具和工作臺之間形成-個導電回路。這樣保證熱電偶、金屬工件、工作臺與夾具絕緣。實驗表明,濕磨溫度信號大為改善,接近干磨溫度的信號。
半人工熱電偶的制作,在2片工件中的1片工件的表面刻上1個槽,槽的尺寸約為0.6mmx0.3mm。在工件和熱電偶片(這里是康銅絲)之間需要夾人大約10um厚的云母片作為高溫絕緣層,如圖1所示。
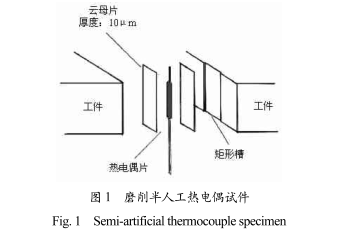
先將康銅絲端部壓平,再將云母片和康銅絲放人工件表面刻的槽中,并用環(huán)氧樹脂將2片工件粘結即可。注意試件在粘合時,膠層厚度應控制在10pum以內(nèi)。這樣的半.人工熱電偶能反映磨削區(qū)表面的平均溫度,且重復性好。半人工熱電偶比人工熱電偶層數(shù)少,裝配更簡單,尺寸小,因而測試精度和可靠性更高。由于半人工熱電偶需要依靠熱電偶片(這里是康銅絲)在磨削時由于磨削高溫與工件接觸形成熱點偶結點來測量溫度信號,因此熱電偶片較寬較厚。常用的康銅絲,測量端長約10mm,寬15pum,厚度30~40pum。
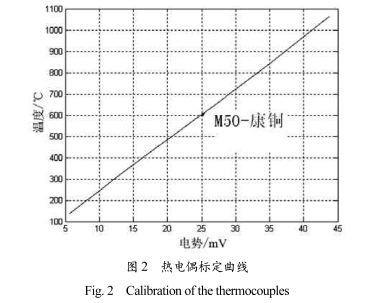
在測量前,首先要確定熱電偶的熱電特性,也就是確定熱電偶的溫度-電勢曲線,即進行標定。標定中,管式電爐的爐溫可以手工調(diào)節(jié)或自動調(diào)節(jié)。標準熱電偶(鉑鐒-鉑)及標定的半人工熱電偶(例如M50鋼絲和康銅絲組成的熱電偶)的熱電勢由電位差計測得。根據(jù)標準熱電偶的熱電勢確定爐溫,與在該爐溫下測得的標定熱電偶的熱電勢相對應就可以畫出待標定熱電偶的熱電特性曲線。圖2是M50鋼與康銅組成的熱電偶的溫度標定曲線。本項目實驗所采用的3種半人工熱電偶的標定結果和標準熱電偶的分度值非常接近。
由于實驗中有-定的工件速度,熱源對熱電偶的作用時間較短,熱電偶由于本身的熱慣性不可能達到熱平衡狀態(tài)時的溫度,而只是實際溫度引起的-一個反應。為得到盡量準確的溫度值,所以對熱電偶的標定結果進行了動態(tài)補償。
2實驗系統(tǒng)
本實驗中選用灰鑄鐵、M50鋼、38MnSiVs6鋼等3種比較特殊的金屬作為實驗材料,其熱性能參數(shù)見表1。灰鑄鐵有良好的鑄造性能、良好的減振性、良好的耐磨性能、良好的切削加工性能和低的缺口敏感性。耐熱軸承鋼M50作為暴露于高負荷、高速和高溫下的航空發(fā)動機弓|擎用的軸承材料是于20世紀60年代研究開發(fā)的高速工具鋼。析出硬化鋼38MnSiVS6性能好,鋼的拉伸強度高,屈服強度高,并具有很高的延伸率和穩(wěn)定的缺口沖擊強度。
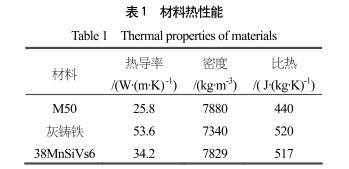
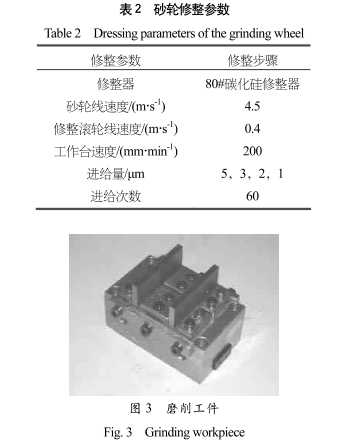
本實驗使用的是高速精密平面磨床,氧化鋁砂輪直徑200mm,寬度20mm,粒度240#。采用SBS4500砂輪動平衡系統(tǒng)對砂輪進行實時動平衡,采用水基強力磨削液進行順磨。采用SiC滾輪進行整形;采用Al2O3袖石進行砂輪修銳。表2為砂輪修整參數(shù)。砂輪修整的目的是保持砂輪磨粒鋒利,降低磨削溫度。圖3是磨削工件,沿長度方向磨削。
溫度信號采集使用美國國家儀器(NI)的軟件。同時,本實驗采用KISTLER三相壓電晶體測力儀對磨削過程的磨削力進行測量。
實驗數(shù)據(jù)分析中,磨削溫度采樣頻率較低時,最高磨削溫度將被嚴重低估。因此,必須采用較高的取樣頻率。試驗證明,取樣頻率在3kHz以上比較適宜。隨著取樣頻率的增高,實驗抗高頻噪聲和干擾的能力也會增強。半人工熱電偶雖然簡單可靠,但由于工件是熱電偶的另一組成部分,導致其測量的信號容易受到周圍環(huán)境的干擾。噪聲可以由磨床本身、周圍的電器設備以及冷卻液等引|起。可以在數(shù)據(jù)采集卡前置濾波器,或者采用軟件濾波去除干擾信號。測量時,信號電纜盡量不要靠近其他電源線路。
3磨削溫度的有限元分析
測量出的磨削溫度需要與理論計算值對比,為建立磨削溫度的理論模型打下基礎。
在測試金屬工件最高磨削溫度的基礎.上,利用式(1)反推工件的磨削熱分配比φ,應用有限元ANSYS軟件,進行磨削溫度場的有限元仿真計算。工件磨削溫度場的有限元仿真能夠發(fā)現(xiàn)工件中容易發(fā)生磨削燒傷的部位,從而調(diào)整磨削參數(shù)來避免磨削燒傷。
在進行磨削溫度場的有限元分析時,首先需要建立工件的ANSYS有限元模型8。然后利用ANSYS的數(shù)據(jù)接口將模型導人進行分析。工件熱分析體單元取六面體八節(jié)點熱分析三維單元SOLID70。在本文中,因工件是規(guī)則體,單元形態(tài)為長方體。有限元分析中,節(jié)點數(shù)為40000,單元數(shù)為39600,其中表面單元數(shù)為2840。
關鍵問題:是確立如何對模型進行加載。假定工件的初始溫度與環(huán)境溫度-致,即初始溫度為20C。在磨削表面加載三角形熱源",熱流加載在磨削弧長1e上,考慮冷卻液、切屑及周圍空氣的對流加載。為節(jié)省計算時間且達到一定的計算精度,在越接近磨削表面處網(wǎng)格劃分越密。在體單元上加載熱流密度,加載方式采用逐步移動法,熱源移動速度為工件速度Vw。
4結果分析.
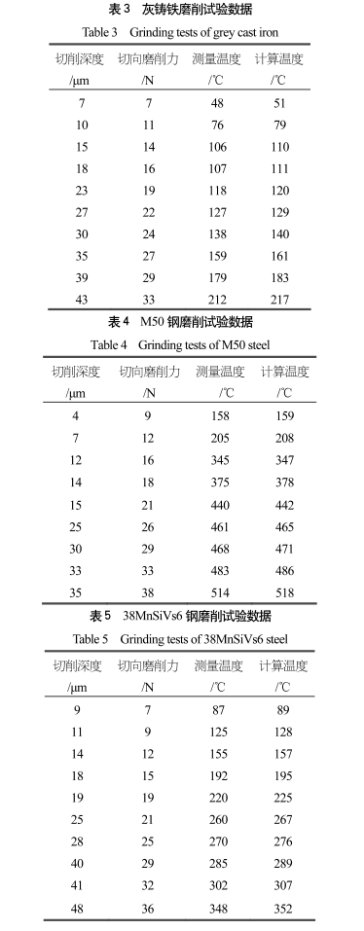
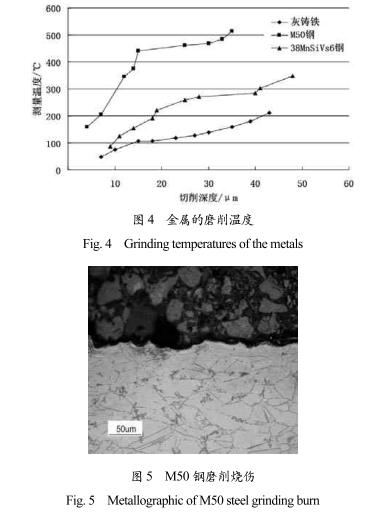
實驗取砂輪線速度為38m/s,工件速度為285mm/s,試驗結果如表3~表5(表中最右的計算結果為有限元磨削溫度計算值)以及圖4和圖5所示。從表3~表5中可以看出,每種金屬材料隨著切削深度的增加,磨削力增大,磨削溫度也隨之上升。從圖4中可以看出,相同的切深下,M50鋼的磨削溫度最高,38MnSiVs6鋼次之,灰鑄鐵最低。這說明MS0鋼最容易發(fā)生磨削燒傷。圖5為M50鋼磨削燒傷的掃描電鏡圖,圖中.上面的黑色表明M50鋼在高溫下發(fā)生了磨削燒傷。
同時發(fā)現(xiàn)表3~5中測量的磨削溫度與有限元計算結果基本一致,這證明用提出的有限元理論與磨削溫度試驗相結合的方法研究磨削溫度場,是非常正確可行的。
經(jīng)過研究,筆者認為使用改進的半.人工熱電偶技術來測量:金屬材料的磨削溫度,簡單可靠、重復性好。
5結論
1)3種特殊金屬材料隨著磨削深度的增加,磨削力增大,磨削溫度也隨之上升。相同的切深下,M50鋼的磨削溫度最高,38MnSiVs6鋼次之,灰鑄鐵最低。同時,相同的切深下,M50鋼最容易發(fā)生磨削燒傷。
2)同時發(fā)現(xiàn)測量的磨削溫度與有限元計算結果基本-致。
3)采用改進的半人工熱電偶技術來測量金屬材料的磨削溫度,簡單可靠、重復性好。

