銅-康銅熱電偶熱鍍錫膜焊性能對比
發(fā)布時間:2022-05-12
瀏覽次數(shù):
摘要:針對中、低溫范圍內(nèi),實驗用測溫頭體積小、靈敏度高的要求,選用熱鍍錫膜焊接法及鹽水焊法制作
銅-康銅熱電偶,并對熱電偶在20℃~90℃范圍內(nèi)進(jìn)行了標(biāo)定。應(yīng)用最小二乘法擬合,使用2種方法,分別對標(biāo)定結(jié)果進(jìn)行線性.2階及3階擬合,分析擬合結(jié)果,選擇了合適的擬合方法及階數(shù)。通過與鹽水焊熱電偶比較,分析了熱鍍錫膜焊接對熱電偶性能的影響。
1引言
溫度是工業(yè)生產(chǎn)中最基本的參數(shù)之一,也是最為重要參數(shù)之一,溫度的檢測在生產(chǎn)和生活中占據(jù)著重要作用。熱電偶已成為溫度測量領(lǐng)域中應(yīng)用最廣泛的感溫元件之一,具有體積小.便宜、耐用等優(yōu)點,尤其是在大范圍溫度測量中,熱電偶更是廣泛應(yīng)用。針對體積小、溫度梯度大的測溫目標(biāo)來說,需要設(shè)計一種體積小、靈敏度較高、穩(wěn)定性好,而且成本低廉的微熱電偶。銅康銅熱電偶在-170℃~200℃的溫度范圍內(nèi),具有熱電勢和溫度關(guān)系近似線性,而且熱電勢大、靈敏度高、穩(wěn)定性好.價格低廉等優(yōu)點(),適用于中、低溫測量。
熱電偶的制作方法有多種,如電弧焊接法(包括直流和交流)、氬弧焊接、氣焊、碳粉焊接、鹽水焊接和水銀焊接等,但上述焊接方法都存在-些問題,如:交流電弧焊設(shè)備簡單,操作容易,但是熱電偶的測量端容易滲碳,易引發(fā)熱電偶脆斷,還存在氧化問題;直流電弧焊方法簡單,操作容易,測量端也不易沾污,但是存在氧化問題,常用于貴金屬熱電偶焊接;氬弧焊可以保護(hù)焊點不易氧化,但氬弧焊的設(shè)備價格昂貴;氣焊工藝復(fù)雜,不易控制;鹽水焊接的焊點質(zhì)量較好,適于焊接直徑較細(xì)的熱電偶,但也存在氧化問題;水銀焊接更是危害健康'1。上述焊接法均屬熱融焊,形成的焊點都為球狀,焊球直徑通常為偶絲直徑的3倍以上,這與測頭體積盡量小的要求不符。針對上述不足,有人提出了熱鍍錫膜焊法',焊點處用焊錫鍍膜焊接,該焊接法簡單易行,且測頭呈針形,大大減小了測頭體積。
熱電偶焊點的焊接質(zhì)量對測量結(jié)果有著直接的影響,一般要求焊點牢固、光滑,沒有砂眼和裂紋。此外,焊點不能摻入其他雜質(zhì),否則就會產(chǎn)生寄生電勢。現(xiàn)使用熱鍍錫膜焊法自制銅康銅熱電偶,就需要研究該熱電偶的測溫性能,分析熱鍍錫膜焊法對銅康銅熱電偶的影響。于是,使用相同材料,采用鹽水焊法再焊制一熱電偶,對2種熱電偶的標(biāo)定結(jié)果的對比分析,若2種熱電偶的溫度一熱電,動勢關(guān)系一致性很高,就可認(rèn)定:熱鍍錫膜焊法對銅康銅熱電偶影響很小。
2制作熱電偶
采用外徑φ0.2mm的漆包銅絲和外徑φ0.25mm的聚酯漆包康銅絲作為制作材料,截取等長、約2~3m的銅絲和康銅絲來制作熱電偶,再選擇合適的軟質(zhì)塑料管,將銅絲和康銅絲一起套入軟質(zhì)塑料保護(hù)管中。將2段偶絲的兩端用細(xì)磨砂紙打磨干凈,清除塑膜.漆膜和氧化層,作為偶絲待焊端,長度約為10mm。而后把銅和康銅的一端并在一起,將其擰成麻花狀,扭緊。
熱鍍錫膜法:使用電烙鐵融化松香,將熱電偶的絞合頭浸入熱熔的松香液中洗去偶絲中的雜質(zhì).污漬等;在松香液中,給熱電偶的絞合頭鍍錫,使得焊錫在絞合頭表面充分?jǐn)U展,并將絞合頭鍍成針形。待焊接點冷卻后,將絞合頭剪齊,保留1~2匝。
鹽水焊接法:在燒杯中盛放飽和的氯化鈉(食鹽)溶液,電源一端連接鉑絲,插入鹽水中作為一端電極,熱電偶的絞合頭作為電源的另一電極。開通電源,將絞合頭輕輕放進(jìn)鹽水中,在鹽水的淺處便會看到一個橘黃色的電弧,立即拉出焊接頭,關(guān)掉電源,便可得到一個光滑牢固的球形焊點。為避免鹽水濺出,燒杯可以加蓋保護(hù)。
使用放大鏡觀察2種熱電偶的焊頭是否表面光滑、無沾污變質(zhì)、夾渣和裂紋等,使用萬用表測偶絲電阻,檢驗偶絲焊接是否良好。參考端按照熱鍍錫膜法,將銅絲或康銅絲與銅導(dǎo)線焊接在一一起。
3熱電偶標(biāo)定
3.1標(biāo)定方法
熱電偶的偶絲制作材料為非標(biāo)準(zhǔn)材料,因此,需要對2種熱電偶進(jìn)行標(biāo)定。目前,熱電偶的標(biāo)定方法有多種,通常采用比較法和固定溫度點法。
已知熱電動勢與溫度差的關(guān)系:

式中:T1為測量端溫度,T0為參考端溫度。
固定溫度法:在熱電偶的測溫范圍內(nèi),固定參考端溫度T0,測量溫度T1得到對應(yīng)的熱電動勢,改變T1的溫度值,得到一組溫度值及對應(yīng)熱電動勢,其中T0、T1均為滿足要求的溫度計的測量值,然后根據(jù)式(1),使用多項式擬合確定系數(shù)a、b。
比較法:使用被標(biāo)熱電偶及標(biāo)準(zhǔn)熱電偶,測量同一溫度,改變被測溫度,得到一組被標(biāo)熱電偶與標(biāo)準(zhǔn)熱電偶的電動勢值,通過對標(biāo)準(zhǔn)熱電偶的熱電動勢查表,獲得對應(yīng)的溫度差,與對應(yīng)的被校熱電偶的熱電動勢對應(yīng),即可獲得被標(biāo)熱電偶的溫度差一熱電動勢曲線,或用多項式擬合確定系數(shù)a.b。
本實驗根據(jù)固定溫度法,對熱鍍錫膜焊熱電偶和鹽水焊熱電偶進(jìn)行標(biāo)定。
3.2標(biāo)定系統(tǒng)
熱電偶標(biāo)定系統(tǒng)示意如圖1所示,系統(tǒng)由恒溫油槽、冷水槽、數(shù)字電壓表及熱電偶測溫回路組成。其中:恒溫油槽為Fluke-Hart7102微型恒溫油槽,它具有溫度穩(wěn)定性好、溫度場均勻、控溫精度高等特點,可以提供溫度范圍-5℃~125℃、溫度誤差≤0.25℃的恒溫環(huán)境,溫度穩(wěn)定性為0.015℃~0.03℃,溫度均勻度為0.02℃;數(shù)字電壓表為Keithley192六位半臺式數(shù)字萬用表,該萬用表的直流電壓量程范圍是0.1μV~1200V,可以直接測量熱電偶的熱電勢。
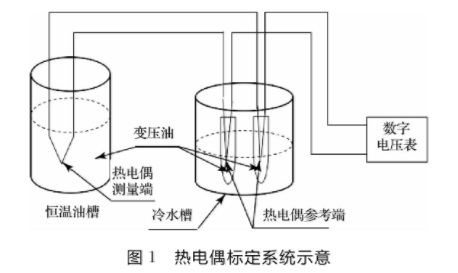
為防止熱電偶測量端裸測頭及引線接點處熱電勢信號泄漏,需考慮防水處理。現(xiàn)使用具有絕緣作用的變壓器油作為恒溫油槽的測溫液體,并將參考端插入密封有變壓器油的小玻璃瓶內(nèi)["],再將玻璃瓶放入冷水槽靜置一段時間,使得玻璃瓶內(nèi)外溫度相等。
固定溫度法中參考端溫度通常選擇冰水混合物作為參考(即0℃),但是在實驗室中一般測得的冰水混合物溫度在4℃左右;而且冰水混合物作參考端溫度,需要準(zhǔn)備恒溫冷水槽等設(shè)備,這受到工作條件的限制。因此現(xiàn)在使用室溫下靜置了--段時間的清水作為參考,在短時間內(nèi)可視為恒定溫度,簡化該系統(tǒng)冷端補(bǔ)償部分,并通過計算消除冷端溫度影響及系統(tǒng)誤差。
3.3標(biāo)定結(jié)果
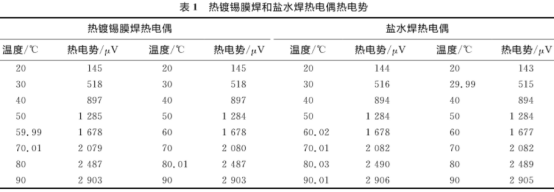
針對2種熱電偶,在20℃~90℃選取了8個標(biāo)定點,即:20℃,30℃,..90℃,每隔10℃選定一個標(biāo)定溫度點。在升降過程中測得16個數(shù)據(jù),測得熱鍍錫膜和鹽水焊熱電偶的熱電勢如表1所示。
根據(jù)熱電偶測溫原理及現(xiàn)有的標(biāo)定數(shù)據(jù),對標(biāo)定數(shù)據(jù)進(jìn)行最小二乘法擬合,并有效的消除冷端溫度影響及系統(tǒng).誤差。現(xiàn)根據(jù)熱電偶的熱電動勢與溫度差的關(guān)系,設(shè)計了2種擬合公式對標(biāo)定數(shù)據(jù)進(jìn)行擬合。
方式1:T0為參考端溫度,T1=20℃,T;為標(biāo)定點溫,度,根據(jù)式(1)有:

以此作為擬合公式,分別進(jìn)行線性擬合.2階擬合.3階擬合,確定常數(shù)a、b,再根據(jù)擬合結(jié)果選擇合適的擬合階數(shù)。根據(jù)熱電偶的熱電性能,式(2)中的熱電動勢E(T2,T1)可按照式(3)通過計算獲得。

方式2:T0為參考端溫度,T1為標(biāo)定點溫度,根據(jù)式(1)有:
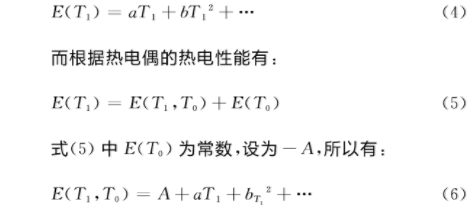
按照式(6),分別進(jìn)行線性擬合.2階擬合.3階擬合,確定常數(shù)a、b,再根據(jù)擬合結(jié)果選擇合適的擬合階數(shù)。實驗選擇2種方法分別進(jìn)行擬合,在對擬合后的結(jié)果進(jìn)行擬合誤差比較,選擇擬合誤差小擬合公式作為該熱電偶的擬合曲線。
熱鍍錫膜焊熱電偶擬合結(jié)果如表2所示。由表中擬合誤差可以看出,線性擬合誤差較大,而2階擬合后,擬合誤差大幅度減小,3階擬合擬合誤差與2階擬合擬合誤差相差甚小。
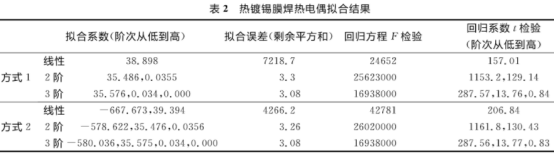
使用F檢驗對回歸方程進(jìn)行顯著性檢驗,取a=0.005,查表:F0.006(1,14)=11.06,F0.005(2,13)=8.19,F0.005(3,12)=7.23。所以,熱鍍錫膜焊熱電偶的溫度與熱電勢的線性.2階及3階回歸方程均高度顯著。
回歸系數(shù)的顯著性檢驗通過t檢驗來完成,取a=0.005,表得:t0.005(14)=2.9768,t0.006(13)=3.0123,T0.005(12)=3.0545.通過t檢驗比對可以看出,3階回歸方程的3次項系數(shù)并不顯著。因此,對標(biāo)定結(jié)果選用2階擬合。對比2種方法的2階回歸的擬合誤差,兩者相差不大,但方式2的擬合誤差較小,因此,對該熱電偶的溫度與熱電勢關(guān)系的曲線擬合,選用方式2中2階擬合。回歸方程為:

式中:T0為計算所得參考溫度16.05℃,T為實際攝氏溫度。
所以,該熱電偶的熱電勢與溫度差關(guān)系公式為:

式中:T為實際攝氏溫度,參考端溫度為0℃.。
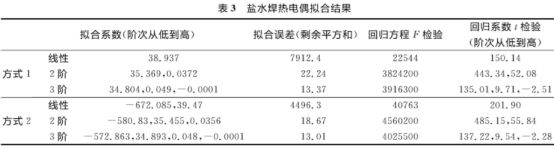
鹽水焊熱電偶擬合結(jié)果如表3所示。同樣通過擬合誤差、回歸方程F檢驗.回歸系數(shù)t檢驗,得出:該鹽水焊熱電偶的最優(yōu)擬合方式是方式2中2階擬合。
該熱電偶的熱電勢與溫度差關(guān)系公式為:

式中:T為實際攝氏溫度,參考端溫度為0℃。
4結(jié)論
通過比較2種熱電偶的回歸方程及熱電偶的熱電勢與溫度差關(guān)系公式可以看出,采用熱鍍錫膜焊法和鹽水焊法焊接的熱電偶,在20℃~90℃溫度范圍內(nèi),熱電特性吻.合得很好,一致性很高。因此,可以認(rèn)定:熱鍍錫膜焊法對銅一康銅熱電偶影響很小。
錫膜焊接法熱電偶制作裝置結(jié)構(gòu)簡單、成本低廉、操作方便,容易掌握,并且標(biāo)定結(jié)果一致性及擬合度良好。對于體積小.靈敏度較高、穩(wěn)定性好,而且成本低廉的微熱電偶而言,錫膜焊接法是制作銅康銅熱電偶的優(yōu)先選擇。

